1. What Is a PLC?
PLC stands for “Programmable Logic Controller.” In simple terms, a PLC is a specialized industrial computer used for automation and control. It receives signals from sensors, switches, instruments, and other field devices, processes those signals according to a pre-written control program, and then sends commands to motors, valves, pumps, alarms, actuators, and other equipment.
Unlike ordinary computers, PLCs are not designed for office work, entertainment, or general computing. They are designed specifically for industrial environments. Industrial sites often involve high temperatures, humidity, dust, vibration, electromagnetic interference, and continuous operation. A PLC must remain stable and reliable under these demanding conditions. Therefore, PLCs are widely recognized for their strong anti-interference capability, high reliability, easy maintenance, flexible expansion, and relatively intuitive programming.
PLCs are widely used in petrochemical plants, power generation, metallurgy, water treatment, food and beverage production, pharmaceuticals, building materials, warehousing, logistics, and intelligent manufacturing.

From a control perspective, a PLC can be seen as the “brain” of an industrial system. Field instruments are responsible for sensing, the PLC is responsible for decision-making, and actuators are responsible for action. For example, in a storage tank level control system, the level meter detects the liquid level, while the PLC determines whether to start the feed pump, close a valve, or trigger a high-level alarm. In this way, the system achieves safe, stable, and automatic level management.
2. Basic Components of a PLC
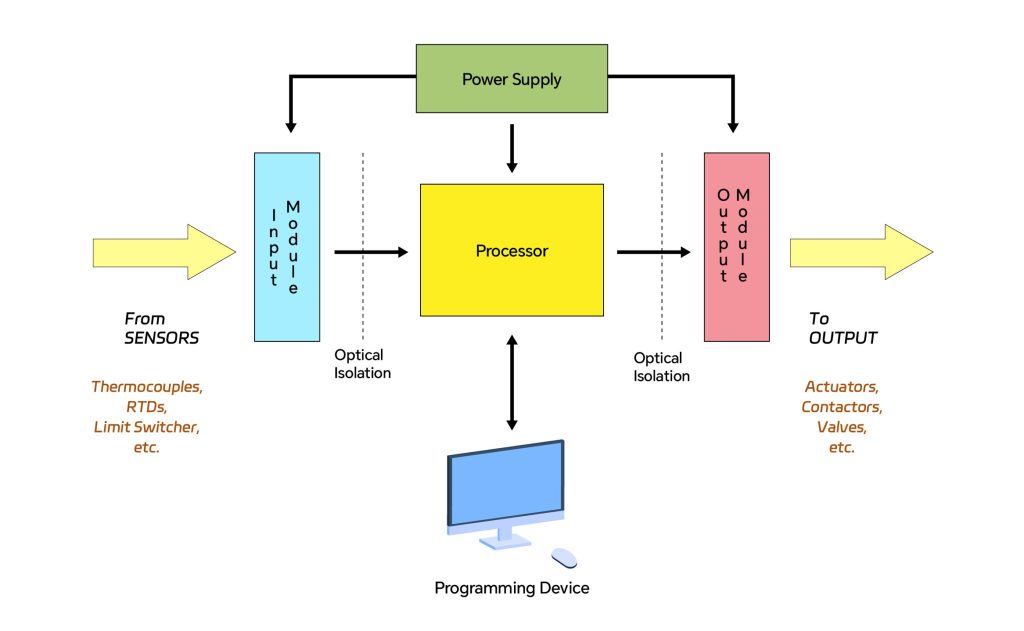
A complete PLC system usually consists of a CPU module, power supply module, input module, output module, communication module, programming software, and peripheral devices.
1. CPU Module
The CPU is the core of the PLC. It executes user programs, processes input and output signals, performs logical and data operations, manages communication, and conducts fault diagnosis. The operating speed, memory capacity, control scale, and stability of a PLC largely depend on the performance of the CPU.
2. Power Supply Module
The power supply module provides stable operating voltage for the PLC system. Since industrial power environments can be complex, a reliable power supply is essential for long-term PLC operation.
3. Input Module
The input module receives signals from field devices, such as buttons, limit switches, pressure switches, temperature transmitters, liquid level meters, and material level meters. These input signals can be digital or analog.
4. Output Module
The output module controls field equipment, such as relays, contactors, solenoid valves, variable frequency drives, alarm lights, buzzers, pumps, and motors. Through the output module, the PLC sends control commands to actuators.
5. Communication Module
Modern PLCs often support various industrial communication methods, such as Modbus, Profibus, Profinet, EtherNet/IP, RS485, CAN, and HART gateways. Through communication modules, PLCs can connect with level meters, upper-level computers, touch screens, DCS systems, SCADA systems, and cloud platforms to enable data acquisition, remote monitoring, and intelligent management.
3. How Does a PLC Work?
The working process of a PLC can generally be divided into three stages: input scanning, program execution, and output refreshing.
First, the PLC reads the status of field input devices, such as the 4-20 mA signal from a level meter, communication data from a radar level meter, button status, or switch alarm signal. Then, the PLC executes the user program and performs logical decisions and calculations. For example, it may determine whether the liquid level has exceeded the upper limit, fallen below the lower limit, or reached a condition that requires interlock shutdown. Finally, the PLC refreshes its outputs and controls valves, pumps, alarms, or other devices.
This process repeats continuously at a very short interval, known as the PLC scan cycle. Because a PLC can execute control logic quickly, stably, and repeatedly, it is highly suitable for continuous production, batch production, and industrial control applications with strict safety requirements.
4. What Is a Level Meter?
A level meter is an instrument used to measure the height or level of materials in containers, storage tanks, silos, reactors, channels, pools, or production equipment. Depending on the medium being measured, level measurement is usually divided into liquid level measurement and solid material level measurement.
Liquid level measurement is mainly used for water, oil, acid and alkali solutions, chemical liquids, food slurries, and similar media. Solid level measurement is mainly used for powders, granules, ores, cement, grain, plastic pellets, coal powder, and other bulk materials.
Common types of level instruments include radar level meters, guided wave radar level meters, ultrasonic level meters, magnetic level gauges, float level meters, hydrostatic level transmitters, capacitive level meters, tuning fork level switches, and rotary paddle level switches.
Different types of level meters are suitable for different working conditions. For example, radar level meters are suitable for complex environments involving high temperature, high pressure, dust, and steam. Ultrasonic level meters are suitable for non-contact measurement and general water treatment applications. Hydrostatic level transmitters are commonly used in water tanks, pools, and deep wells. Rotary paddle level switches are often used for limit alarm applications in powder and granular material silos.
5. The Core Role of PLCs in the Level Measurement Industry
In the level measurement industry, the PLC does not directly perform the measurement itself. The measurement is carried out by the level meter. However, the PLC receives data from the level meter and uses that data for display, alarm, interlock, control, recording, and remote transmission.
Therefore, the PLC is a key device that upgrades a level measurement system from simple single-point detection to a complete automation control system.
1. Automatic Liquid Level Control
In water treatment, chemical storage tanks, food ingredient systems, oil storage, and other applications, excessive liquid level may cause overflow, while low liquid level may lead to pump dry running or production interruption.
By connecting a level meter to a PLC, the system can monitor level changes in real time. When the level falls below the lower setpoint, the PLC can automatically start the feed pump or open the inlet valve. When the level reaches the upper setpoint, the PLC can automatically stop the pump or close the valve.
Compared with manual inspection, this control method is faster, more accurate, and less prone to human error. It also improves production continuity and safety.
2. High and Low Level Alarms
Level instruments are often used for high-level alarms, low-level alarms, full-silo alarms, and empty-silo alarms. A PLC can set multiple alarm points based on level signals, such as low-low level, low level, high level, and high-high level.
When the level reaches an abnormal range, the PLC can trigger sound and light alarms, send notifications, record alarms in the upper-level system, or even activate interlock shutdown.
For example, in a chemical storage tank, if the liquid level reaches the high-high level, the PLC can immediately close the feed valve and trigger an alarm to prevent tank overflow. In a silo system, if the material level falls below the lower limit, the PLC can remind operators to replenish materials and prevent production interruption.
3. Control of Pumps, Valves, and Conveying Equipment
The level meter provides data, while the PLC performs control. When combined, they form a complete closed-loop automation control system.
In liquid storage tanks, PLCs can control feed pumps, discharge pumps, electric valves, and regulating valves. In solid material silos, PLCs can control belt conveyors, screw conveyors, bucket elevators, discharge valves, and vibrating feeders.
For example, in a constant water level control system, the PLC controls the speed of a variable frequency pump according to feedback from the level meter, keeping the water level within the target range. In a cement silo, the PLC can use signals from a radar level meter or rotary paddle level switch to automatically control feeding and discharging equipment, reducing manual intervention.
4. Improved Visualization of Level Measurement Data
A single level meter usually only provides local display or signal output. After being connected to a PLC, level data can be transmitted to a touch screen, upper-level computer, or SCADA system.
Operators can view the level status of multiple storage tanks, silos, or pools in the control room, including current level values, historical trends, alarm records, and equipment operating status.
For large industrial plants, there are often many level measurement points. Relying only on manual inspection is inefficient and may lead to missed checks. A PLC system can centrally collect all level meter data, enabling unified monitoring, unified alarm management, and unified system control.
5. Batching and Batch Control
In industries such as food, chemicals, pharmaceuticals, coatings, and building materials, level meters and PLCs are often used in automatic batching systems.
The PLC can control the amount of different raw materials added according to a preset recipe. It can also use feedback from level meters, weighing modules, or flow meters to complete automatic feeding, metering, mixing, and discharging.
For example, in a liquid batching system, the PLC can determine whether a certain raw material has reached the target amount based on liquid level height. In a powder batching system, the PLC can judge whether replenishment is needed based on silo level and work with the weighing system to ensure stable production.
6. Remote Monitoring and Intelligent Maintenance
With the development of the Industrial Internet of Things, more and more level measurement systems require remote monitoring. A PLC can act as an important node at the field control layer, uploading level data to factory management systems, cloud platforms, or mobile terminals.
Even when managers are not on site, they can check storage tank levels, inventory status, alarm information, and equipment operation.
For distributed applications such as sewage pump stations, rural water supply stations, oil tank areas, mine silos, and remote reservoirs, the combination of PLCs and level meters can significantly reduce manual inspection costs and improve operation and maintenance efficiency.
6. Common Connection Methods Between PLCs and Level Meters
The connection method between a PLC and a level meter mainly depends on the output signal type of the level meter and the control requirements of the site.
1. 4-20 mA Analog Signal
This is one of the most common signal types in the level measurement industry. The level meter converts the measurement range into a 4-20 mA current signal. The PLC reads the signal through an analog input module and converts it into the actual liquid level or material level.
2. Switching Signal
Level switches usually output relay signals or transistor signals for high and low level alarms. For example, tuning fork level switches, float switches, and rotary paddle level switches can be directly connected to the digital input module of a PLC.
3. RS485/Modbus Communication
Many intelligent level meters support RS485 and Modbus RTU protocols. Through communication, the PLC can read more data, such as level value, temperature, echo strength, and fault codes. This method is suitable for multi-point measurement and long-distance transmission.
4. Industrial Ethernet Communication
In smart factories and large automation systems, some high-end instruments and gateways support industrial Ethernet communication. PLCs can connect with instruments, HMI, SCADA, and MES systems through Ethernet, improving data transmission speed and system integration capability.
7. Application Examples of PLCs in Different Level Measurement Scenarios
1. Liquid Level Control in Sewage Treatment Plants
Sewage treatment plants usually have multiple level measurement points, such as equalization tanks, sedimentation tanks, sludge tanks, and clean water tanks.
Ultrasonic level meters or hydrostatic level transmitters send level signals to the PLC. The PLC controls lift pumps, drainage pumps, and valves according to the liquid level. When the level exceeds the upper limit, the system automatically starts drainage. When the level falls below the lower limit, the PLC stops the pump to prevent dry running and equipment damage.
2. Safety Interlock for Chemical Storage Tanks
Chemical storage tanks may contain corrosive, flammable, or volatile media, making level control especially important.
Radar level meters can provide non-contact continuous measurement, while the PLC is responsible for high-level alarms, feed valve closing, pump shutdown, and safety interlocking. Through the PLC system, companies can reduce the risk of tank overflow and improve production safety.
3. Material Level Monitoring in Cement and Powder Silos
Cement plants, mineral powder plants, feed mills, and grain storage companies often use radar level meters, weight-and-cable level meters, rotary paddle level switches, and other devices to monitor silo levels.
The PLC controls conveyors, discharge valves, and feeding systems according to the material level signal, helping to prevent full silos, empty silos, material blockage, and production interruption.

4. Storage Tank Management in the Food and Beverage Industry
In food and beverage production, liquid level control is closely related to batching accuracy, production efficiency, and hygiene safety.
The PLC can collect signals from level meters and coordinate with CIP cleaning systems, mixing systems, and filling systems to realize automatic feeding, automatic discharging, level alarms, and batch records.
8. Advantages of Using PLCs in Level Measurement Systems
First, PLCs improve control accuracy. By collecting level meter data in real time, a PLC can quickly determine liquid or material level changes and control related equipment in time.
Second, PLCs improve system safety. Functions such as high and low level alarms, interlock shutdown, and fault diagnosis can reduce the risks of overflow, pump dry running, material blockage, and equipment damage.
Third, PLCs reduce labor costs. Automated control systems can replace a large amount of manual inspection and manual operation, improving production efficiency.
Fourth, PLCs offer strong expandability. Companies can add more level meters, pressure transmitters, temperature sensors, flow meters, and actuators according to production needs.
Fifth, PLCs make data management easier. Through HMI, SCADA, or cloud platforms, companies can record level history, alarm information, and equipment operating status, providing valuable data for production optimization and equipment maintenance.
9. What Should Be Considered When Selecting a PLC for Level Measurement Applications?
When selecting a PLC for a level measurement automation system, companies should consider the number of measuring points, signal types, communication protocols, control complexity, site environment, and future expansion needs.
If the system only includes a small number of level switches and simple start-stop control, a compact PLC may be sufficient. If the system needs to collect data from multiple radar level meters or ultrasonic level meters and communicate with an upper-level computer or cloud platform, a medium or large PLC with stronger communication capabilities and more expansion modules is recommended.
It is also important to check whether the PLC supports the required analog inputs, digital inputs and outputs, RS485 communication, industrial Ethernet communication, and integration with HMI, SCADA, and remote monitoring systems.
For special industries such as chemicals, explosion-proof areas, environmental protection, and water treatment, PLC selection should also consider site safety regulations and equipment certification requirements.
10. Development Trends of PLCs in the Level Measurement Industry
In the future, the role of PLCs in the level measurement industry will no longer be limited to simple control. PLCs will continue to develop toward intelligence, networking, and data-driven management.
Intelligent level meters can provide more diagnostic information, while PLCs can collect and analyze this data to support predictive maintenance, remote diagnosis, and energy optimization.
With the growth of the Industrial Internet of Things and intelligent manufacturing, the connection between PLCs, level meters, HMI, SCADA, MES, and cloud platforms will become closer. Companies will no longer only care about “what the level is,” but also about whether inventory is sufficient, whether equipment is healthy, whether production is stable, and whether risks can be predicted in advance.
Therefore, the combination of PLCs and level meters will become an important foundation for digital transformation in industrial sites.
11. Conclusion
A PLC is a core device in industrial automation control systems. It provides logic control, data processing, communication, alarm, interlock, and equipment control functions.
In the level measurement industry, PLCs can receive signals from radar level meters, ultrasonic level meters, hydrostatic level transmitters, level switches, and other instruments to achieve liquid level control, material level monitoring, high and low level alarms, pump and valve linkage, automatic batching, remote monitoring, and safety interlocking.
For companies that need to improve production efficiency, reduce manual inspection costs, and ensure the safety of storage tanks and silos, the combination of PLCs and level meters is a mature, reliable, and long-term valuable automation solution.
Whether in water treatment, chemicals, food and beverage, pharmaceuticals, building materials, grain storage, or environmental engineering, PLCs will continue to play an increasingly important role in level measurement and control systems.
FAQ
1. Can a PLC be directly connected to a level meter?
Yes. A PLC can connect to a level meter through 4-20 mA analog signals, switching signals, RS485/Modbus, or industrial Ethernet, depending on the output type of the level meter and the configuration of the PLC modules.
2. What are the benefits of connecting a level meter to a PLC?
After being connected to a PLC, a level meter is not only used for data display. It can also participate in automatic control, alarm interlocking, remote monitoring, and data recording, improving the overall automation level of the system.
3. Is a radar level meter suitable for PLC connection?
Yes. Radar level meters are commonly used in storage tanks, silos, and complex working conditions. When connected to a PLC, they can support continuous measurement, trend display, high and low level alarms, and pump-valve linkage.
4. What equipment does a PLC usually control in liquid level control systems?
A PLC usually controls water pumps, feed pumps, discharge pumps, electric valves, regulating valves, alarms, variable frequency drives, and conveying equipment.
5. Does every level measurement system need a PLC?
Not always. Simple display or single-point alarm applications may not require a PLC. However, if automatic control, multi-point monitoring, interlock protection, remote communication, or data management is required, a PLC is highly recommended.

